Les voitures d'occasion mal entretenues sont couvertes de corrosion. Parfois, si ce problème n'est pas résolu à temps, il est nécessaire de remplacer complètement certaines parties du corps. Dans ce cas, sans travaux de soudure ne suffit pas. Et le soudage de carrosseries à faire soi-même nécessite des compétences et au moins un peu d'expérience.
Pour le soudage avec une carrosserie de voiture, l'option la plus appropriée consiste à utiliser un poste de soudage semi-automatique. Cela vous permet de travailler avec n'importe quelle épaisseur de matériau: de 0,7 à 4 mm. Dans cet intervalle, faites comme, par exemple, des ailes plus minces et des espars puissants.
Le contenu
- 1 Méthodes de jonction d'éléments dans le soudage automobile
- 1.1 L'accouplement des fesses
- 1.2 joint de recouvrement
- 1.3 Rivets électriques soudés
- 2 Types de soudures
- 2.1 Intermittent solide
- 2.2 solide
- 2.3 En pointillé
- 3 Lieu de suture
- 4 Préparation du matériel pour le soudage
- 5 Réglage du courant de soudage
- 6 Réglage des boutons
- 6.1 Le premier cas
- 6.2 Deuxième cas
- 6.3 Troisième cas
- 6.4 Le quatrième cas
- 7 Problèmes possibles lors du fonctionnement du soudage semi-automatique
- 7.1 Mauvaise sélection actuelle
- 7.2 Mauvais réglage de la pince dans le mécanisme d'alimentation
- 7.3 Faible consommation de gaz
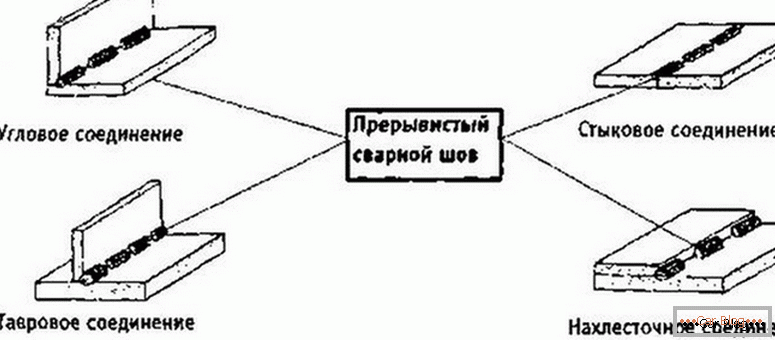
Méthodes de jonction d'éléments dans le soudage automobile
Différentes unités et options de réparation de la machine par soudage suggèrent une approche différente pour l’interfaçage des nouvelles plaquettes avec l’ancien corps. Considérez les trois principaux moyens d’installer un latok en métal.
L'accouplement des fesses
Le soudage d'une carrosserie de voiture avec un dispositif semi-automatique est le plus souvent effectué à l'aide d'un joint bout à bout. Cette manière ne crée pas d'épaississement inutile supplémentaire sur le corps. Cette méthode est utilisée lors du soudage de pièces rapportées ou de petites pièces insérées qui ne sont pas soumises à une grande résistance à la traction.
Types de connexion
Avant de travailler avec les patchs, vous pouvez supprimer les chanfreins des côtés à souder.
Si l'épaisseur de la feuille est inférieure à 2 mm, vous pouvez le faire sans chanfreins. Cette méthode de couplage nécessite un ajustement plus minutieux de la pièce à souder et de la section préparée de la carrosserie. Les dégagements doivent être réduits au minimum et, idéalement, vous devez vous en passer. La méthode est généralement utilisée pour les éléments externes du visage.
Lors de cette opération, le soudeur doit avoir une qualification suffisamment élevée.
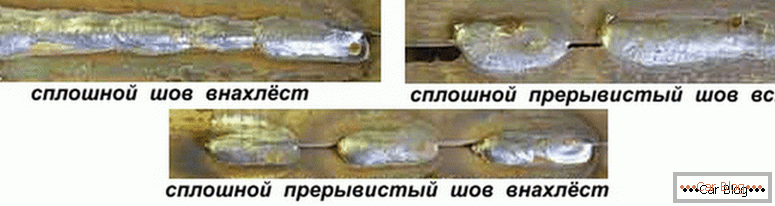
Soudage bout à bout
Le travail est effectué avec l'utilisation d'une couture en pointe solide. Les résultats de haute qualité ne nécessitent pas de lissage fastidieux ni de décapage long. Parfois, il y a assez de mastic et de coulis. Des tôles de fer plus épaisses sont plus faciles à souder et peuvent également être soudées avec un joint solide. La cuisson en feuille mince est plus difficile.
Joint de recouvrement
Une telle connexion est la plus simple et est donc devenue très répandue parmi les soudeurs automobiles. Ainsi, une des pièces de métal se superpose à l'autre, alors que le trou est complètement bouché, ce qui doit être corrigé.
Chevauchement de soudage
La méthode convient aux structures de puissance de soudage: seuils, espars, etc.
Rivets électriques soudés
Une telle méthode est plutôt une sorte de chevauchement. Cependant, cela ressemble au soudage par points. Il est activement utilisé dans le soudage automobile. Par exemple, il est utilisé pour installer de nouvelles ailes, des coussinets de renforcement sur le châssis.
Types de soudures
Malgré les méthodes de raccordement, la technologie de soudage d’une machine semi-automatique implique l’utilisation de différents types de coutures. Il existe trois options de couture populaires:
- solide;
- en pointillé;
- solide intermittent.
Types de points
Chacune d'entre elles peut être superposée dans n'importe laquelle des méthodes d'accouplement, à la fois dans les genoux et les articulations bout à bout.
Voir aussi: Que faire si les phares s'embuent?Intermittent solide
Une telle couture est une alternance périodique de sections continues et de fractures sans métal. L'artiste sélectionne les intervalles du remplissage indépendamment. Ceci est fait afin de ne pas "tirer" le métal de l'élément soudé ou de la structure du châssis de la voiture.
Dans ce cas, la surchauffe des tôles est réduite, ce qui contribue à ne pas modifier les propriétés physiques de l'alliage d'acier à partir duquel les pièces sont fabriquées.
Solide
Cela peut prendre la forme d'un «coulage» continu dans du métal en fusion, mais également ressembler à un grand nombre de points de soudure, situés très proches les uns des autres. Cette méthode n’a pratiquement aucune utilité en conception automobile. Bien qu'il puisse être utilisé avec presque toutes les épaisseurs de métal.
L'utilisation d'une telle couture réduit "l'élasticité" de l'ensemble de la structure. Des fissures de fatigue peuvent également se produire pendant le fonctionnement de la machine.
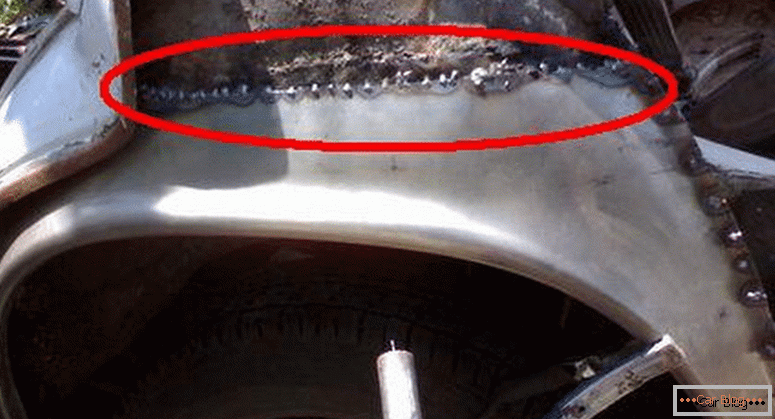
En pointillé
Le nom parle pour lui-même. Le soudage avec une machine semi-automatique et l'assemblage de tôles est effectué à l'aide de points soudés, répartis le long de la ligne de raccordement à un intervalle spécifié. La distance entre ces points est fixée par nécessité technologique et peut aller de quelques centimètres à plusieurs millimètres.
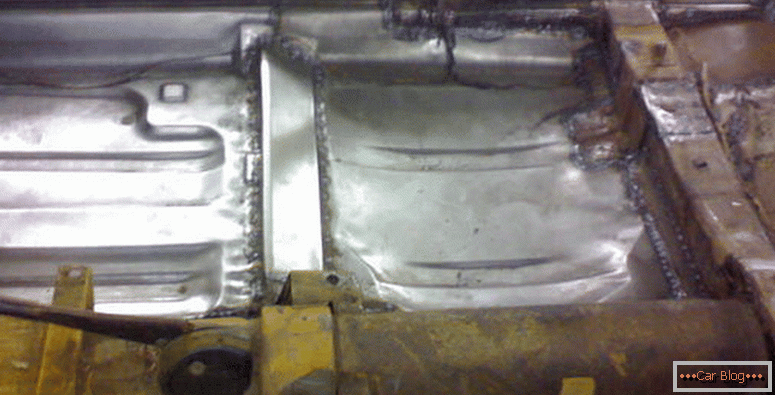
Lieu de suture
Le travail peut se dérouler dans différents plans:
- "soudure par le haut" horizontale;
- "soudure de fond" horizontale;
- couture verticale.
Le plus pratique est l'option avec soudure "top". Dans cette position, la couture est complètement remplie, remplissant tous les vides et les vides. Option moins pratique pour le travail vertical. Dans ce cas, vous devez vous assurer que le métal ne coule pas dans la couture.
La méthode de soudage la plus difficile consiste à «travailler à partir du bas».
Avec cette position, le joint est obtenu sous les éléments d’appariement et tend constamment à s’écouler. Par conséquent, vous devez avoir la compétence de travailler dans une telle position afin de ne pas nuire à la qualité du soudage.
Préparation du matériel pour le soudage
Avant de commencer toute soudure, vous devrez préparer la surface. Pour ce faire, il est nettoyé de tout type de pollution:
- traces de corrosion;
- couches de peinture et d'apprêt, y compris l'expédition;
- couches de protection et de protection;
- tous les types de lubrifiants.
La présence de telles substances peut réduire la qualité du joint en cours de superposition ou empêcher complètement le passage du courant dans le circuit.
D'autres effets négatifs se produisent également:
- le gaz qui se forme lors de la combustion de résidus combustibles peut créer une structure de soudure poreuse et de mauvaise qualité;
- de tels gaz peuvent «souffler» le métal du point de soudure, ce qui crée un trou, et les éclaboussures du métal en fusion peuvent causer des brûlures;
- la pollution dégage beaucoup de fumée, ce qui peut entraîner une intoxication par les produits de combustion ou un incendie.
Les surfaces doivent être parfaitement ajustées.
Sécurité au travail
À cette fin, divers clips et pinces. La fixation temporaire avec des boulons ou des vis est également autorisée.
Réglage du courant de soudage
Pour les soudeurs novices qui ne travaillent pas avec des tôles minces inférieures à 1 mm, il est conseillé de ne pas s'exercer sur les surfaces de travail de la voiture, mais de procéder à la soudure expérimentale de pièces minces superflues.
Il est nécessaire de respecter les mesures de sécurité lors du soudage sur la voiture:
- comme les plaques expérimentales n'ont pas besoin de prélever des échantillons galvanisés, les paires s'avéreront toxiques;
- il est impossible de travailler sous un fort courant d'air ou de vent, car cela provoquerait un soufflage de gaz hors de la zone de soudage, ce qui réduirait la qualité du travail ou le rendrait totalement impraticable.
L'intensité du courant de soudage est directement proportionnelle à l'épaisseur du métal. Pour les feuilles de faible épaisseur, vous devrez régler le courant dans la plage de 40 à 60 A.
La plupart des régulateurs actuels sur les appareils semi-automatiques n'ont pas de graduation absolue, mais relative. Par conséquent, l'indicateur de courant exact devra être vérifié conformément aux instructions.
La correction du courant sélectionné indiquera la qualité de la soudure. Une tension différente dans le réseau électrique affecte les paramètres de sortie de l'appareil. Par conséquent, le réglage de l'appareil est effectué dans une plus grande mesure par la sélection expérimentale des positions des boutons de réglage.
Voir aussi: Protection anticorrosion de la carrosserieRéglage des régulateurs
Un exemple serait un appareil semi-automatique. Helvi Panther 132. Il a trois régulateurs qui affectent le paramètre actuel. Deux interrupteurs à bascule n'ont que deux positions: "1" et "2" dans le premier, "min" et "max" dans le second. La troisième règle en douceur l’alimentation du fil. Et la vitesse à laquelle le fil est alimenté dépend de la quantité de courant. Cela signifie que l'appareil régule indépendamment le courant en fonction de l'alimentation du fil.

Dispositif semi-automatique de soudage automatique
A titre d'exemple, vous pouvez définir les réglages de ce semi-automatique pour différentes épaisseurs du métal soudé. Une fine feuille bien "cuite" sur les réglages: "1", "max", et le réglage en douceur était à "7". Il est préférable d'essayer l'installation sur des feuilles épaisses: "2", "max", "8".
Pendant le travail avec un appareil semi-automatique, il peut y avoir différents résultats de soudage. En fonction de la force actuelle, vous pouvez obtenir les résultats suivants:

Le résultat de la soudure avec un courant différent
Premier cas
Le courant étant trop faible, le métal ne se répand pas sur la surface et la pièce ne chauffe pas, ce qui nuit à l'accouplement. Il s'avère l'absence d'absence "d'échec". Besoin d'augmenter le courant.
Deuxième cas
Le courant est correctement ajusté, le métal se répand suffisamment et le chauffage de la pièce soudée est perceptible. Au verso de la feuille, une petite goutte de métal est visible.
Troisième cas
Le courant est supérieur à la valeur autorisée. La goutte fondue du fil est trop "glissée". De l'autre côté se trouve une grosse goutte évidente de métal en fusion.
Quatrième cas
Un excès significatif du courant admissible dans une mesure telle qu'il se forme des épuisements de bout en bout Requiert une réduction significative de l'intensité du courant jusqu'à l'apparition d'une petite goutte sans combustion.
Problèmes possibles dans le fonctionnement du soudage semi-automatique
Tous les travaux ne sont pas effectués en mode normal. Des erreurs de fonctionnement ou des équipements défectueux peuvent entraîner des situations anormales.

Mauvaise sélection actuelle
Lorsque le courant est trop élevé, il y a des surchauffes dans le métal. Il peut également former une goutte de fil fondu qui dépasse de la pointe en cuivre. Si une telle situation se produit, l’alimentation en fil supplémentaire peut entraîner une rupture lorsqu’elle quitte le chargeur.
Mauvais réglage de la pince dans le mécanisme d'alimentation
Si le passage du fil à travers la pointe en cuivre est bloqué, il se brise dans le chargeur. Cela indique trop d'appui. Si le réglage est correct, le fil glisse plutôt que se casse. Cet événement indique le contraire - la force de serrage ne fixe pas suffisamment le fil.
Dans ce cas, une «prise» à la pointe peut se produire et ne pas dépendre de la valeur du courant installé.
Les mêmes résultats se produisent lorsque l'alimentation en fil est trop lente.
Faible consommation de gaz
Dans une telle situation, il est nécessaire de régler correctement la boîte de vitesses. Vous pouvez vous concentrer sur une consommation approximative de 8 à 10 litres par minute avec un diamètre de fil de 0,8 mm. Bien que le manuel pour les appareils semi-automatiques propose de mettre jusqu'à 3 litres, mais dans la pratique cela ne suffit pas.


